wir werden Sie weiterhin regelmäßig mit einem Update versorgen.
Auch diesen Monat bieten sich wieder spannende Einblicke in die einzelnen Module. Im nächsten Newsletter wird sich dann unsere neue Teamleitung näher vorstellen.
Grußwort der Teamleitung
Liebe Leserinnen und Leser,
nach zwei Monaten kräftiger Arbeit an unseren beiden Fahrzeugen melden wir uns wieder zum Monatsanfang. In den letzten Wochen hat sich viel bei uns im Team getan. Angefangen mit dem Teamleiterwechsel. So haben wir, Marc Julian Zuther (technische Leitung), Anthea Rieseberg (organisatorische Leitung) und Torben Lauterbach (Finanzleitung), uns mittlerweile in unsere Ämter einfinden und uns schon den ersten Events stellen können. Dazu gehörten das VDE eRace, bei dem wir mit 2 unserer Altfahrzeuge angetreten sind, und FSAE Italy. In Italien durften wir unser erstes autonomes Fahrzeug, den LR20, präsentieren. Das Event in Italien war eine gute Möglichkeit, um erste Erfahrungen für die Planung und die Abläufe auf einem Formula Student Wettbewerb zu sammeln. Den LR20 bringen wir nun regelmäßig in Braunschweig auf die Teststrecke.
Wie immer wünschen wir Ihnen viel Spaß beim Einlesen in die Statusberichte und Bauteilerläuterungen der einzelnen Module.
Aerodynamics & Chassis
In den letzten Newslettern sind wir im Chassis vor allem auf die verschiedenen Bauteile unserer neuen Fahrzeuggeneration eingegangen, doch zum Beginn der aktuellen 2022er Saison wollen wir nochmal einen Schritt zurückgehen und über die verschiedenen Fertigungsverfahren bei uns in der Abteilung sprechen. Faserverbundwerkstoffe sind sehr besondere Materialien, da sie, ungleich zu Metallen wie Aluminium und Stahl, mehrere unterschiedliche Arbeitsschritte benötigen, um komplexe Geometrien wie die unseres Monocoques oder ergonomischer Bauteile wie des Lenkrades oder die des Sitzes zu schaffen. Im Gegenzug hat man unglaubliche Möglichkeiten in der Auslegung der anisotropen Fasern, um die gewünschte Steifigkeit unserer Bauteile auszulegen und dabei nur einen Bruchteil des Gewichts herkömmlicher Werkstoffe zu haben.
Bei uns im Team benutzen wir zwei primäre Verfahren, um unsere Faserverbundbauteile zu fertigen. Das sind die Vakuuminfusion und das Autoklav-Verfahren. Bei dem ersten Verfahren werden die Fasern durch das Vakuum kompaktiert. Dieser wird durch eine von uns beigestellte Vakuumpumpe erzeugt. Bei der Fertigung mit Hilfe eines Autoklavs wird hingegen der Aushärtungsvorgang durch den genannten Druckbehälter begünstigt.
Beide Verfahren kommen mit ihren eigenen Vor- und Nachteilen daher. Während der Autoklav eine hohe Präzision und Wiederholgenauigkeit aufweist, braucht er aber temperaturbeständige Formen, die in dem bei dem hohen Druck entstehenden Temperaturen von 200°C bestehen können. Diese können entweder aus Metall gefräst werden, was mit einem hohen Kostenpunkt verbunden ist, oder per Hand aus Faserverbundstoffen gefertigt werden, oft im Vakuuminfusionsverfahren. Dies bedeutet dann leider aber auch, dass sowohl ein Positiv, als auch ein Negativ vor dem eigentlichen Bauteil gefertigt werden müssen. Mit diesen bestehenden Formen können dann sich wiederholende Geometrien sehr schnell gefertigt werden. Dies kommt bei uns vor allem beim Monocoque und den Flap-Flügeln des Aerodynamik-Paketes zum Einsatz. Auch wenn es zunächst nicht so scheint, dass beim Monocoque allzu viele Geometrien sich wiederholen, muss bedacht werden, dass wir jede Schicht der Sandwich Struktur einzeln legen und mit dem Autoklav verfestigen müssen.
Die Vakuuminfusion hingegen lohnt sich besonders dann, wenn ein Bauteil in seiner Konstruktion nur einmalig gefertigt werden muss. In diesem Fall spart man sich das Positiv vorab zu fertigen und braucht auch keine temperaturbeständigen Formen. Im Gegenzug ist es aber leider auch ein sehr zeitaufwendiger Prozess, der eine hohe Fehleranfälligkeit besitzt, wenn der Unterdruck um das Bauteil nicht gehalten werden kann.
Zusammengefasst bedeutet das für uns als Team, dass wir uns in der Entwicklungsphase von jedem Fahrzeug genau überlegen müssen, wie wir unsere zeitlichen Ressourcen einsetzen müssen, um am Ende ein fahrendes Fahrzeug zu haben und inwieweit man sich komplexe und unterschiedliche Geometrien erlauben kann.
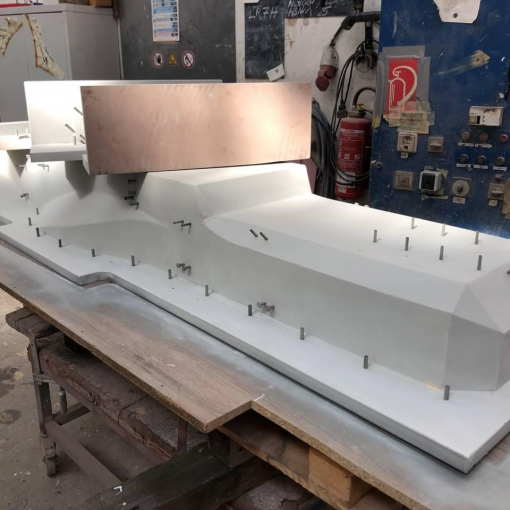
Monocoque Form während der Vakuuminfusion
Spitze des Monocoques für Crashzonen Tests | Gefertigt im Autoklav
Fahrdynamik
Für unseren kommenden Rennwagen, den LR22, haben wir uns dazu entschieden eigene Felgen aus einem Kohlenstoff-Faserverbund zu entwickeln, konstruieren und selbstständig zu fertigen.
Begonnen haben wir damit, uns gezielt mit dem wohl wichtigsten Teil der Felgen zu beschäftigen: Die Felgenschüssel. Diese sorgt einerseits für den idealen Sitz der Reifen und damit einer guten Kraftübertragung der herrschenden Kräfte und andererseits liefert sie auch die passende Anbindung für den Felgenstern. Um den Fertigungsprozess möglichst effizient und ressourcenschonend zu gestalten, sollte die Komplexität trotz dessen minimal gehalten werden.
Nachdem wir die passenden Parameter für die Schüssel definieren konnten, wurde eine Negativform aus Aluminium konstruiert und bei einem unserer Fertigungspartner in Auftrag gegeben. Nach dem Erhalt der fertigen Form wurde diese in Handarbeit glattgeschliffen und poliert. Um die Form und die überlegten Vakuumaufbauten zu testen, wurde eine erste Testfelge aus vorimprägnierten Carbon-Fasern gelegt und bei großen Druckdifferenzen im Autoklav gebacken.
Momentan arbeiten wir nun noch an der Optimierung des Lagenaufbaus, um die Felge hinsichtlich des Verhaltens unter Last, des Gewichts und des Fertigungsaufwands zu perfektionieren.
Zusammengefasst versprechen wir uns durch die Felge aus Faserverbundwerkstoffen eine Gewichtsersparnis von ca. 70 %. Dies ist insbesondere relevant und wünschenswert, da es sich sowohl um ungefederte, als auch rotierende Massen handelt. In der Fahrdynamik sind diese zu minimerem, um die Radlastdifferenzen bei Kurvenfahrt und auch das Eigenschwingverhalten zu optimieren. Hinzu kommt, dass wir den Wheel-Hub aufgrund der neuen Konstruktion des Felgensterns vereinfachen konnten und auch hier durch effizientere Lastpfade eine erhebliche Gewichtsreduktion erzielen konnten.
Prototyp unserer Felgenschüssel
Driverless
Um an die letzten Newsletter inhaltlich anzuknüpfen, wird dieser das Thema Trajektorienplanung behandeln.
Diese lässt sich anhand eines einzelnen Kriteriums kategorisieren. Wenn die globale Position des Fahrzeugs bekannt ist und diese genutzt wird, um durch die Strecke zu navigieren, spricht man von “global planning”.
Im Gegensatz dazu steht das “local planning”, was lediglich die aktuellen Erkennungen verwendet, um die Strecke zu planen.
Wie bei so vielen gibt es auch bei diesen beiden Kategorien kein Richtig und Falsch, sodass der Kontext eine große Rolle spielt. Dazu hilft es, sich die Vor- und Nachteile der beiden Varianten vor Augen zu führen.
Der Vorteil des “local plannings” ist beispielsweise, dass weniger Abhängigkeiten für die Trajektorienplanung existieren. Um genau zu sein, besteht kein Bedarf an einer hoch präzisen Vehicle State Estimation (VSE). Das verringert den Implementierungsaufwand und die Fehleranfälligkeit. Zusätzlich kann dadurch auch die Auslastung verbessert werden, da weniger Programme parallel Berechnungen durchführen müssen.
Der Schwachpunkt des “local plannings” liegt darin, dass Informationen über den vorherigen Streckenverlauf verloren gehen, sodass man jeden Streckenabschnitt von Runde zu Runde wieder neu erkennen muss.
An dieser Stelle kommt das “global planning” ins Spiel. Es benötigt eine präzise VSE und bietet damit mehr Raum für Fehler, birgt aber auch ein hohes Verbesserungspotential dadurch, dass anschließende Runden bereits mit Vorwissen gefahren werden können.
Konkret bedeutet dies, dass die zu fahrende Trajektorie nicht durch die Sichtweite der Sensoren beschränkt wird. Das führt dazu, dass eine wesentlich höhere Geschwindigkeit gefahren werden kann, ohne dass die Sicherheit darunter leidet.
Das System kann sich dadurch von Runde zu Runde verbessern oder korrigieren, was die Maximalgeschwindigkeit und die Ideallinie betrifft.
Zusammenfassend lässt sich sagen, “local planning” ist mehr für einmalige Situationen geeignet, “global planning” dagegen für Situationen mit Repetition.
In Bezug auf die Formula Student Disziplinen eignen sich demnach Autocross und Acceleration um die Performance Vorteile von “local planning” zu nutzen.
Für Skidpad und Trackdrive überwiegen dagegen die Vorteile des “global plannings”, da beide Disziplinen mehrere Runden umfassen.
In unserem aktuellen System wird bisher nur auf “global planning” zurückgegriffen, um aber Ressourcen zu sparen entwickeln wir zukünftig für die ersten beiden Disziplinen das “local planning”.
Antrieb & Elektronik
Die intensive Arbeitszeit und mehreren Nachtschichten waren immer Teil der Formula Student. Das Modul „Power Elo“ konnte dies in den letzten Monaten sehr umfassend erfahren. Die Vorbereitungen für den Wettbewerb in Italien umfassten alle Bereiche des elektrischen Systems unser autonomen Fahrzeugs LR20. Am meisten wurde an der Aktualisierung und Prüfung des Kabelbaums, Suche und Behebung des Kommunikationsfehler im Akku und an Schnittstellen mit dem autonomen System gearbeitet. Das Ergebnis davon ist der erfolgreich bestandene elektrische Teil des Scrutineerings. Nach unserer Rückkehr aus Italien haben wir den LR20 für die aktive Testphase vorbereitet. Somit können wir das autonome System auf der Strecke testen.
In dem technischen Teil dieses Newsletters wollen wir den Blick in den Akku des LR20 werfen. Im Juni haben wir schon das AMS gezeigt. Heute geht es um den Gesamtaufbau. Dieser besteht aus zwei Bereichen:
Hinten, wo sich neun Segmenten mit den Zellen und Überwachungsplatinen befinden.
Vorne, wo sich die Hauptplatine des AMS und des DC/DC Wandlers für das LV System, sowie die großen Relais und die Hauptsicherung des HV Pfads befinden. Außerdem sind hier alle Stecker und BIL Platine, dessen LED rot leuchtet, wenn die Hochspannung am Ausgang des Akkus besteht, montiert.
Insgesamt befinden sich 288 Zellen in unserem Akku, wobei jeweils 2 parallelgeschaltet werden. Die sämtliche Konfiguration ist somit 144s2p. Dies bringt uns zu den vom Reglement vorgeschriebenen maximal erlaubten Werten von 600V Spannung und 7kWh Kapazität. Auf dem Bild unten kann man den Akku ohne Deckel während des Startup-Sequenz sehen, wobei die Funktionalität aller Systeme geprüft wird. Hiermit wollen wir das Thema Akku in unseren Newslettern 2021 abschließen und in die nächsten zwei Ausgaben über unterschiedliche Sicherheitssysteme in unseren Autos sprechen.
LR20 während des elektrischen Teils der technischen Inspektion in Italien
Akku des LR20 bei der Startup-Sequenz
Wir möchten die Gelegenheit nutzen und Ihnen für Ihre Unterstützung und die Zusammenarbeit danken! Viele unserer Sponsoren und Unterstützer begleiten uns bereits viele Jahre mit einer höchsten Zuverlässigkeit. Insbesondere dieser langfristigen Unterstützung in den aktuellen Zeiten möchten wir unseren Dank aussprechen! Ohne Sie alle, als unsere Unterstützer, wäre dieses Projekt nicht Jahr für Jahr umsetzbar.
Falls Sie noch Anregungen oder Feedback zum Newsletter haben, dann antworten Sie gerne auf diese Mail oder direkt an
*|MC:SUBJECT|* *|MC_PREVIEW_TEXT|* Lions Racing Team e.V. – Newsletter Liebe Sponsoren, Freunde und Unterstützer, der Jahresbeginn war bei Lions von der intensiven Fertigung […]
*|MC:SUBJECT|* *|MC_PREVIEW_TEXT|* Lions Racing Team e.V. – Newsletter Liebe Sponsoren, Freunde und Unterstützer, das Jahr neigt sich nun dem Ende zu, aber […]
Newsletter Q4 2024 Unser 25er Rennwagen ist nun im vollen Gange, wir haben einige Updates für euch und vieles, auf das ihr sehr […]
Einwilligung verwalten
Um dir ein optimales Erlebnis zu bieten, verwenden wir Technologien wie Cookies, um Geräteinformationen zu speichern und/oder darauf zuzugreifen. Wenn du diesen Technologien zustimmst, können wir Daten wie das Surfverhalten oder eindeutige IDs auf dieser Website verarbeiten. Wenn du deine Einwillligung nicht erteilst oder zurückziehst, können bestimmte Merkmale und Funktionen beeinträchtigt werden.
Funktional
Immer aktiv
Die technische Speicherung oder der Zugang ist unbedingt erforderlich für den rechtmäßigen Zweck, die Nutzung eines bestimmten Dienstes zu ermöglichen, der vom Teilnehmer oder Nutzer ausdrücklich gewünscht wird, oder für den alleinigen Zweck, die Übertragung einer Nachricht über ein elektronisches Kommunikationsnetz durchzuführen.
Präferenzen
Die technische Speicherung oder der Zugriff ist für den rechtmäßigen Zweck der Speicherung von Präferenzen erforderlich, die nicht vom Abonnenten oder Benutzer angefordert wurden.
Statistiken
Die technische Speicherung oder der Zugriff, der ausschließlich zu statistischen Zwecken erfolgt.Die technische Speicherung oder der Zugriff, der ausschließlich zu anonymen statistischen Zwecken verwendet wird. Ohne eine Vorladung, die freiwillige Zustimmung deines Internetdienstanbieters oder zusätzliche Aufzeichnungen von Dritten können die zu diesem Zweck gespeicherten oder abgerufenen Informationen allein in der Regel nicht dazu verwendet werden, dich zu identifizieren.
Marketing
Die technische Speicherung oder der Zugriff ist erforderlich, um Nutzerprofile zu erstellen, um Werbung zu versenden oder um den Nutzer auf einer Website oder über mehrere Websites hinweg zu ähnlichen Marketingzwecken zu verfolgen.









{kind=link}
{kind=link}
{kind=link}